
- Home
- Magazin
- APARATE/MĂȘTI DE SUDURĂ
- APARAT DE SUDURĂ LASER FIBRĂ
- ECHIPAMENT ATELIER
- EXTRACTOARE
- MAȘINĂ DE DEBITAT CU LASER FIBRĂ
- MAȘINĂ DE ÎNDOIT TABLĂ, CU SEGMENȚI
- MAȘINĂ DE SERTIZAT HIDRAULICĂ
- MAȘINĂ DE SUDAT CU FIR DE CUPRU
- MAȘINĂ DE SUDAT LONGITUDINAL
- SCULE PENTRU ELECTRONIȘTI
- SCULE ELECTRICE
- SCULE ANTI-EXPLOZIE
- SCULE AUTO
- SCULE AȘCHIETOARE ȘI ACCESORII
- ALEZOARE DE MÂNĂ ȘI DE MAȘINĂ, CU COADĂ CILINDRICĂ, CONICĂ
- BURGHIE PENTRU CONSTRUCȚII, DALTI, SPITURI, ACCESORII
- BURGHIE CU COADA CILINDRICA, CONICĂ, BURGHIE ÎN TREPTE, ACCESORII
- CAROTE PLACATE ȘI DIAMANTATE, CAROTE BIMETAL, SETURI DE CAROTE
- CAROTE PENTRU METAL CU PRINDERE WELDON, ACCESORII
- EXTRACTOARE ȘURUBURI / DISPOZITIVE RECONDIȚIONAT FILETE
- FREZE DIN CARBURĂ MONOBLOC, FREZE HSS, CU COADĂ CILINDRICĂ ȘI CONICĂ, FREZE BIAX CMS
- SETURI DE BURGHIE
- TAROZI DE MÂNĂ ȘI DE MAȘINĂ, FILIERE, ACCESORII FILETARE
- SCULE CONSTRUCȚII ȘI AMENAJĂRI
- SCULE DE DEBITARE
- SCULE PENTRU LEMN
- SCULE PENTRU LUCRU LA ÎNĂLȚIME
- SCULE DE MANA
- APARATE DE MASURAT PARAMETRII MEDIU
- BĂTĂTOARE
- BITI ȘI ACCESORII
- CAPETE CHEI TUBULARE ȘI ACCESORII
- CAPETE CHEI TUBULARE CU PĂTRAT DE 3/4”
- CAPETE CHEI TUBULARE CU PĂTRAT DE 1”
- CAPETE CHEI TUBULARE CU PĂTRAT DE 1/2”
- CAPETE CHEI TUBULARE CU PĂTRAT DE 1/4”
- CAPETE CHEI TUBULARE CU PĂTRAT DE 3/8”
- CAPETE CHEI TUBULARE DE IMPACT 1”
- CAPETE CHEI TUBULARE DE IMPACT 1.1/2”
- CAPETE CHEI TUBULARE DE IMPACT 2.1/2”
- CAPETE CHEI TUBULARE DE IMPACT 3.1/2”
- CAPETE CHEI TUBULARE DE IMPACT 5 SPLINE
- CAPETE CHEI TUBULARE DE IMPACT 1/2”
- CAPETE CHEI TUBULARE DE IMPACT 1/4”
- CAPETE CHEI TUBULARE DE IMPACT 3/4”
- CAPETE CHEI TUBULARE DE IMPACT 3/8”
- CAPETE CHEI TUBULARE DE IMPACT 5/8”
- CHEI DINAMOMETRICE ȘI ACCESORII, SCULE AUTO STAHLWILLE
- CHEI DINAMOMETRICE, SCULE AUTO SAM OUTILLAGE
- CENTURI
- CIOCANE
- CLESTI
- DISPOZITIVE MANUALE DE INDOIT
- DIVERSE
- DORNURI, PUNCTATOARE, PREDUCELE, DALTI
- FIERASTRAIE
- FOARFECI
- GHILOTINE DE BANC
- ÎMBINARE VERTICALĂ – DUBLU FALȚ
- LERE ȘI ȘABLOANE
- MĂSURĂ – TRASARE
- MENGHINE ȘI CLEME
- NIVELE
- PILE SI RASPILE
- POANSOANE SI SABLOANE
- PROMOTII – 20% discount!
- REFRACTOMETRE, LUPE, DURIMETRE
- RULETE, METRE, RIGLE, ACE DE TRASAT
- SCULE DE TĂIAT ARDEZIA ȘI ȚIGLĂ
- SCULE DE TĂIAT UNIVERSALE
- SUBLERE, MICROMETRE, COMPARATOARE
- SUDURĂ
- ȘURUBELNIȚE ȘI CHEI DINAMOMETRICE
- TOPOARE,CUTTERE SI SCULE MULTIFUNCTIONALE
- CHEI
- SCULE HIDRAULICE
- SCULE INSTALATORI
- SCULE IZOLATE LA 1000 V
- SCULE PNEUMATICE
- SCULE PENTRU SERVISAREA BICICLETELOR
- SCULE SERVICE MOTOCICLETE
- SETURI DE SCULE
- PORT-SCULE
- ACCESORII PENTRU TUBULATURĂ DE VENTILAȚIE
- Prelucrari mecanice prin aschiere
- Masini de indoit tabla. Ghilotine
- Contact

INDOITOR AUTOMAT COMPACT DE PANOURI PBC
0,00 lei cu TVA
| PARAMETRI TEHNICI | ||
| Lungimea maxima de indoire | 2300 | mm |
| Latimea maxima de indoire | 1250 | mm |
| Inaltimea/adancimea maxima de indoire | 254 | mm |
| Grosimea maxima pentru OTEL MOALE | 1,5 | mm |
| Grosimea maxima pentru INOX | 1 | mm |
| Grosimea maxima pentruALUMINIU | 2 | mm |
| Dimensiunea minima de indoire | 400 x 400 | mm |
| Raza minima de indoire | 1.2 | mm |
| Viteza medie de indoire per indoire | 0.5 | sec |
| Deschidere bara de fixare | 260 | mm |
| Unghi maxim de indoire | +/- 140 | ° |
| Lungimea masinii | 5100 | mm |
| Latimea masinii | 3500 | mm |
| Inaltimea masinii | 2850 | mm |
| Greutatea masinii | 14.000 | kg |
PARAMETRI CELOR 9 AXE
| Bara de fixare (axa Z) cu servo directie | |
| Viteza de fixare | 200 mm/sec |
| Grupul barei de indoire( axe Y si X ) – cu servo-directionare(interpolat) | |
| Viteza de deplasare(in sus si in jos) | 200 mm/sec |
| Cursa axei Y (in sus/jos) | +250 / – 250 mm |
| Rotirea axei X | +140 / -140 ° |
| Unelte auxiliare de indoire/masurare-axele L1 si L2 cu servo directie | 0 / 150 mm |
| Viteza de deplasare | 1300 mm/sec |
| Bratul manipulator-Avansare/Retragere(axa CX) cu servo directie | |
| Viteza de deplasare | 500 mm/sec |
| Sistemul de fixare a foilor al manipulatorului | Pneumatic |
| Bratul manipulator- Rotirea foii(axa CR) cu servo directie | |
| Viteza de deplasare | 200° / sec |
| Unghiul de rotatie | +90° / +180° |
| Unitatea de aspirare ( axa V1 – V2 ) | |
| Viteza de deplasare (ridicare si retragere a foii) | 225 mm /sec |
| Inaltimea de ridicare a unitatii | 250 mm |
ELEMENTE
1-) SISTEM DE FIXARE A FOILOR
* Instrumente de 254 mm înălțime pentru toate tipurile de panouri diferite în diferite piețe
* Sistem de fixare pneumatică a sculelor pentru a facilita configurarea sculelor în doar câteva secunde.



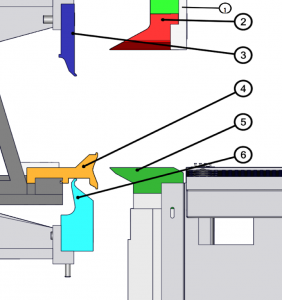
1 ) Sistem de fixare pneumatica a sculelor
2) Scula superioara de fixare (axa Z)
3) Scule de indoire superioare (axe Y+X)
4) Scule auxiliare de indoire/sistem de masurare a foilor (axe L1+L2)
5) Scula inferioara de fixare (fixa)
6) Scula inferioara de indoire (axe Y+X)
2-) UNELTE AUXILIARE DE INDOIRE/UNITATI DE MASURARE A FOILOR
Folosit pentru 2 scopuri diferite;
a-) Masurarea foilor: Unitățile L1-L2 sunt poziționate automat în funcție de lungimea/lățimea inițială a foiței definite atunci când ciclul de îndoire începe prin comanda operatorului. După ce sunt în poziție, operatorul plasează foaia la punctele de referință ale colțului lor.
b-) Indoirea flanselor externe: Dacă vreo flanșa este pe o linie de îndoire diferită decât flanșa normala sau trebuie îndoita individual, axele L1 sau L2 se poziționează în funcție de acea flanșa specifica care trebuie îndoita și execută îndoirea fără intervenția sculei principale de îndoire a foilor. Lățimea sculei este ajustată manual.

MANIPULAREA ELEMENTELOR GRUPULUI DE TABEL
3-) MASA DE SUPORT PENTRU FOAIE
*Masă din oțel inoxidabil pentru foi de material sensibil
* Rulmenți cu bile pentru rotire ușoară a foii

4-) BRAT MANIPULATOR
* Fixare și eliberare pneumatică a foilor
*Fixare puternică pentru rotire precisă a foilor
PROGRAMUL DE CONTROL ERFOLD PB-CNC
- Software de control numeric bazat pe Windows pe un controler cu ecran tactil de 15,4”
- În software-ul controlerului ERFOLD PB, fiecare pas de îndoire a fiecărei părți este programat numeric.
- Primul tip de îndoire este definit (îndoire normală, imbinare, rază automată etc.), iar lungimea flanșei este introdusa
- După măsurile de îndoire, introduceți comenzi de manipulare a foii, cum ar fi rotire +/- 90°/180°.
- Cu toate că programarea numerică pare dificilă, prin ajustarea precisă a reacției materialului, aceasta este mult mai avantajoasă.



| Brand |
|---|